
In ynvestearrings casting,in foarm of replika wurdt foarme (meastentiids út waaks) en pleatst yn in metalen silinder neamd in flesse. Wiete gips wurdt getten yn de silinder om de wax foarm. Nei't it gips ferhurde is, wurdt de silinder mei it waakspatroan en gips yn in oven pleatst en wurdt ferwaarme oant de waaks folslein ferdampt is. Nei't de waaks folslein útbaarnd is (de-waxing), wurdt de flesse út 'e oven fuortsmiten, en smelte metaal (meastentiids alloy stiel, RVS, messing ... etc) wurdt getten yn' e holte oerbleaun troch de waaks. As it metaal hat ôfkuolle en fersteurd, wurdt gips ôfbrutsen, en de metalen casting wurdt iepenbiere.
Casting is heul nuttich foar it meitsjen fan skulptuerlike objekten as yngenieurfoarmen mei komplekse geometry yn metaal.Casting dielen hawwe in unyk uterlik oan harren, hiel oars as machined dielen. Guon foarmen dy't lestich te meitsjen binne, wurde makliker getten. D'r is ek minder materiaalôffal foar de measte foarmen, om't yn tsjinstelling ta ferwurkjen, casting gjin subtraktyf proses is. De krektens te berikken troch casting is lykwols net sa goed as ferwurkjen.
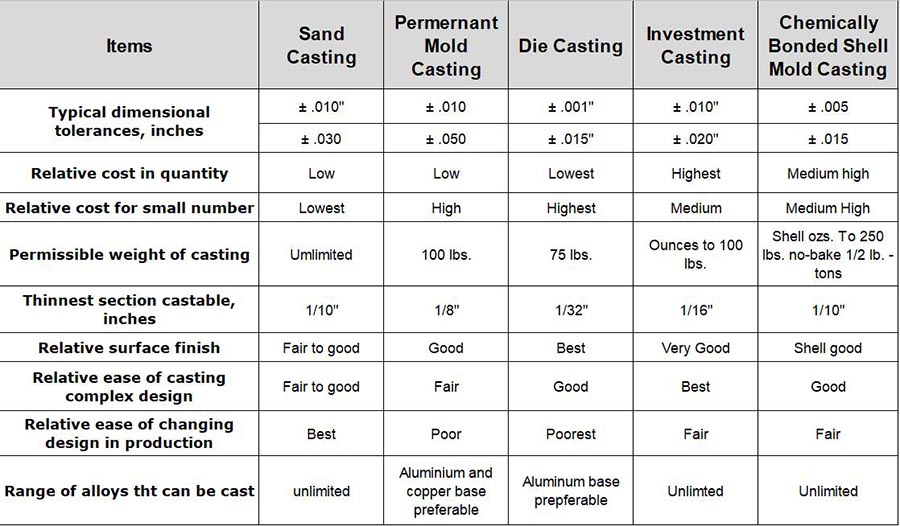
Wannear moatte jo kieze foar ynvestearringscasting en wannear moatte jo sâncasting kieze?
Ien grut foardiel fan ynvestearrings casting is dat it kin tastean ûndercuts yn it patroan, wylst sân casting net. Ynsân casting, It patroan moat út it sân lutsen wurde nei't it ynpakt is, wylst yn ynvestearrings casting it patroan mei waarmte ferdampe wurdt. Holle castings en tinner seksjes kinne ek wurde makke makliker mei ynvestearrings casting, en in better oerflak finish wurdt algemien berikt. Oan de oare kant, ynvestearrings casting is in folle mear op 'e tiid en djoer proses, en kin hawwe in leger súkses rate dan sân casting docht sûnt d'r binne mear stappen yn it proses en mear mooglikheden foar dingen te gean ferkeard.
Posttiid: Dec-18-2020